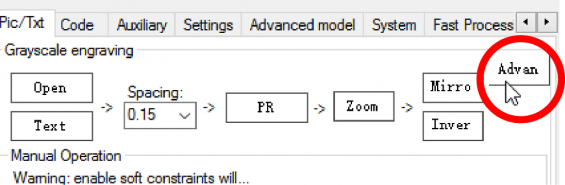
Сегодня разберём пошаговую инструкцию лазерной резки Endurance и рассмотрим настройки программы. Резать мы будем 5.6Вт лазером Endurance, короткой линзой с помощью программы CNCC V2.50. Для резки используем режим Advan, нажимаем на него (его расположение показано красным кружком).
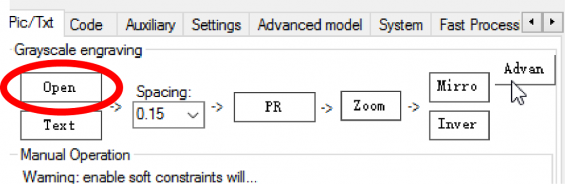
В первую очередь мы должны выбрать наш рисунок. Лучше всего выбирать рисунок с как можно более тонким и однородным контуром, это позволит создать удачный Gcode. Чтобы выбрать рисунок, нажимаем кнопку Open.
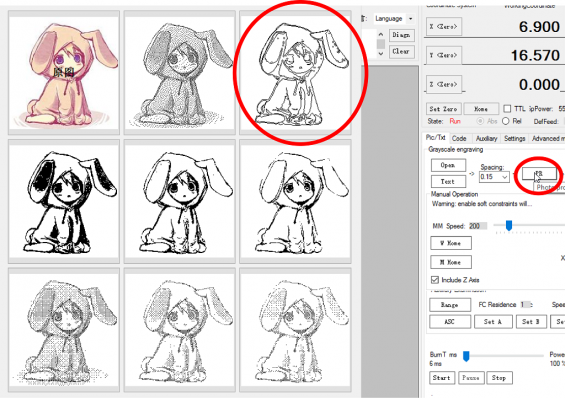
Далее мы выбираем фильтр (нажимаем кнопочку PR), для резки лучше всего подходит верхний правый.
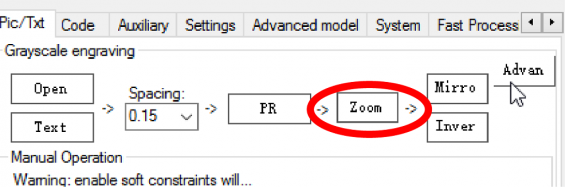
Задаём размеры нашего рисунка. Чем больше ваш рисунок, тем толще будет становиться линия, именно поэтому и стоит выбирать рисунок с тонкими контурами. Чтобы выбрать размер, нажимаем на кнопочку Zoom и там задаём нужное нам значение в миллиметрах.
Затем задаём мощность, для этого переходим в окно Settings, там внизу окна есть величина Max Power (максимальная мощность), задаём нужный нам предел и нажимаем Save (Сохранить).
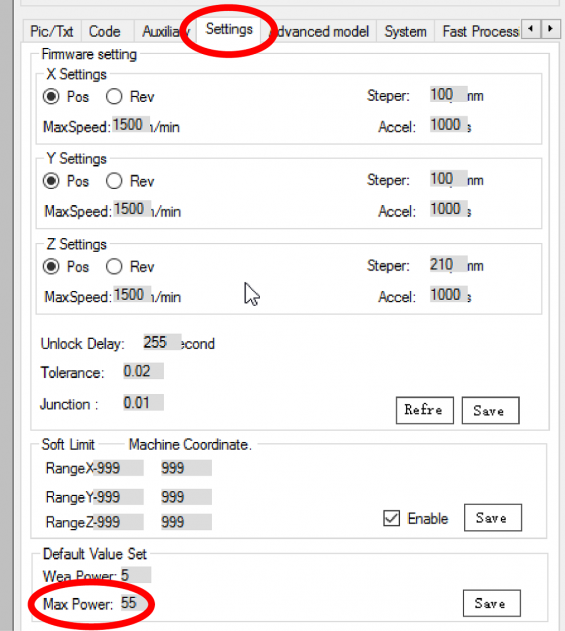
Для чего менять мощность? Зачастую лазер может оказаться слишком мощным для некоторых материалов, настолько, что за счёт одного лишь варьирования скорости проблему решить не удастся, оставлять большой обжиг или же попросту сжигать весь материал. Чтобы этого избежать, мы убавляем мощность до приемлемой.
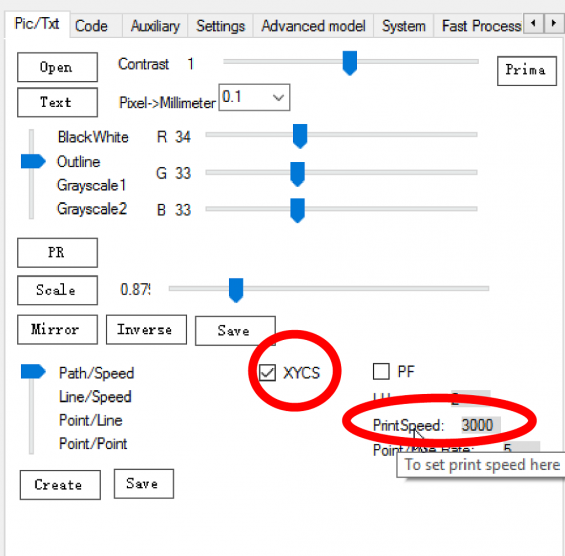
Далее, соответственно нашей пошаговой инструкции лазерной резки Endurance, мы задаём скорость в настройках и не забываем поставить галочку на пункте XYSC, эта кнопка приравняет скорость движения по оси X к скорости движения по оси Y. Это нужно для того, чтобы рисунок прорезался наиболее равномерно.
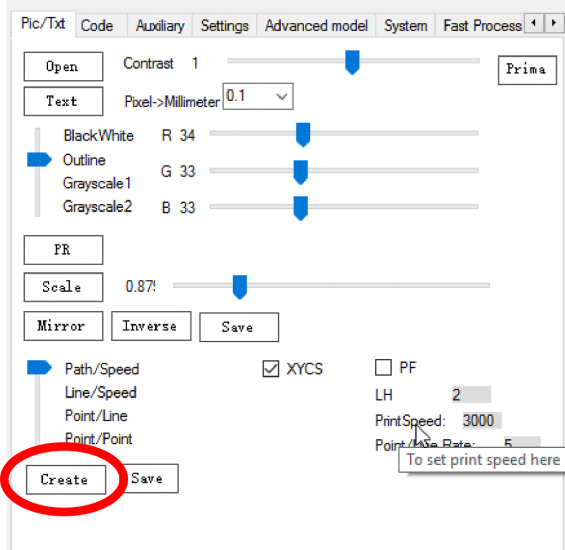
Теперь мы создаём наш Gcode нажимая кнопку Create.
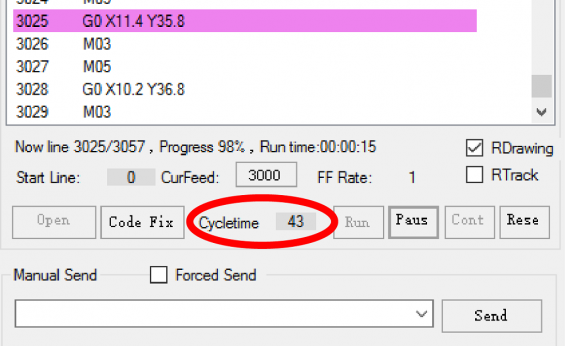
Gcode создан. Теперь мы задаём нужное количество проходов в окне Cycletime.
Проверяем в фокусе ли наша заготовка. Для этого уже снято видео, но я, пожалуй, объясню ещё раз основные аспекты:
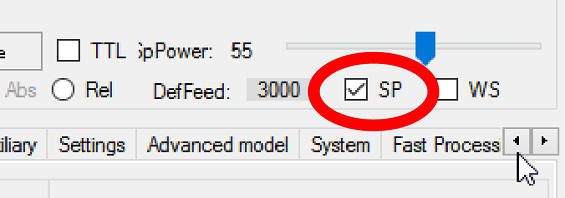
1. Подставляем под наш лазер материал для поиска фокуса (желательно, чтобы этот материал был как можно более не прожигаем для нашего лазера). Ставим галочку на кнопке SP.
2. Выбираем высоту. Если вы используете длиннофокусную линзу, то точка станет наименьшей на расстоянии 8–10 см. Если короткофокусную, то на расстоянии 4–5 мм.
3. Далее крутим колёсико нашего лазера так, чтобы точка стала как можно меньше.
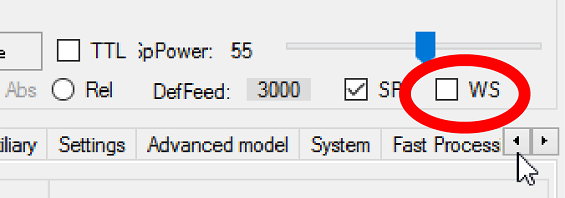
Теперь следующий пункт пошаговой инструкции лазерной резки Endurance — выбираем место на нашей заготовке для прожига. Для этого в настройках ставим галочку на WS. Лазер покажет вам ту точку, где он находится.
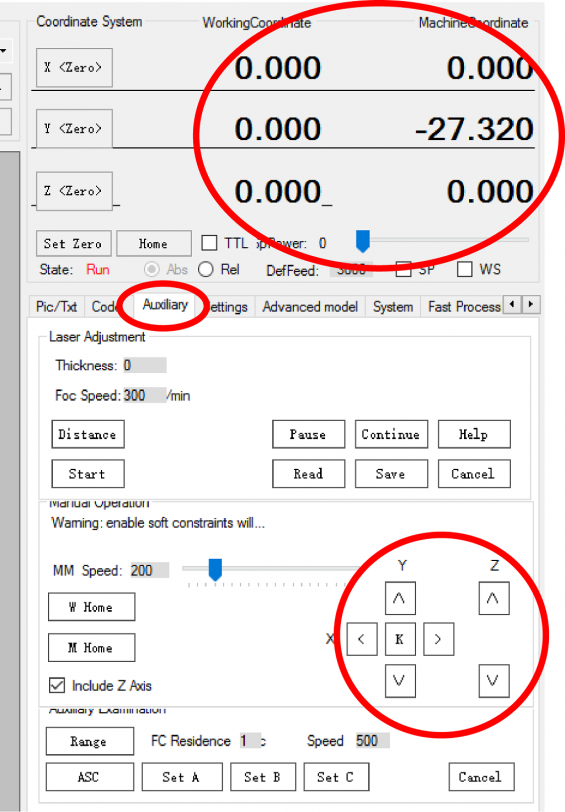
Если вас не устраивает местоположение лазера, то им можно управлять при помощи стрелок и координат в разделе Auxilary.
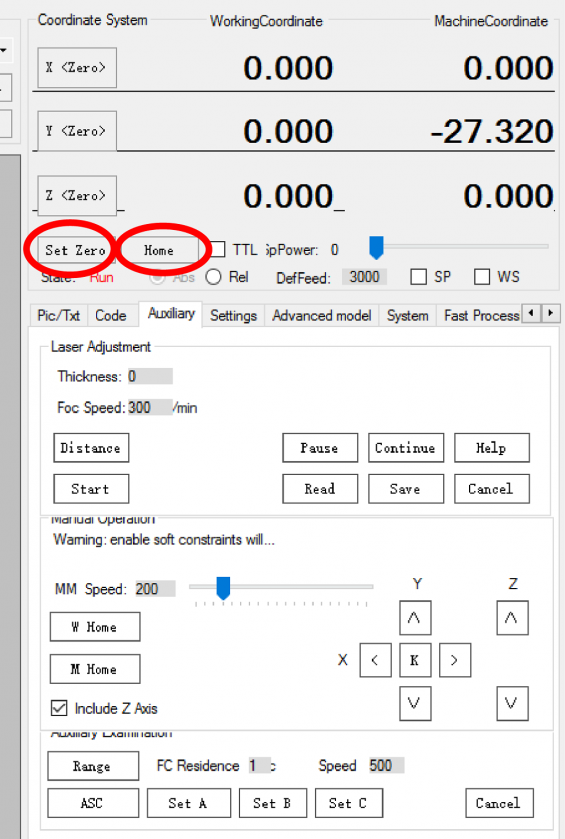
Чтобы зафиксировать нулевую точку лазера, нажимаем на кнопку Set Zero. Чтобы отправить лазер в нулевую точку, нужно нажать на кнопку Home.
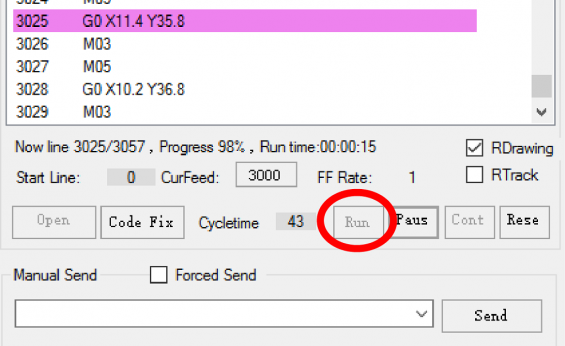
Если он находится на нужном нам месте, то нажимаем на кнопочку Run. (Не забудьте надеть защитные очки).
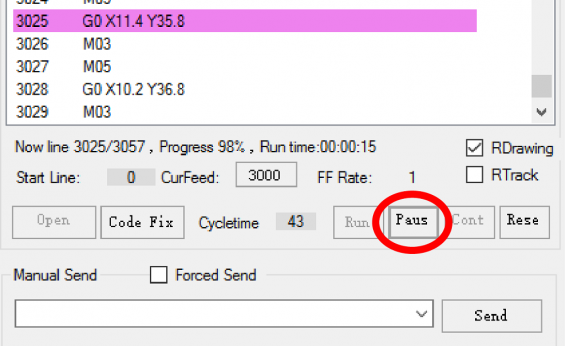
Чтобы остановить процесс, нужно нажать кнопку Paus.
Чтобы продолжить — кнопку Cont.
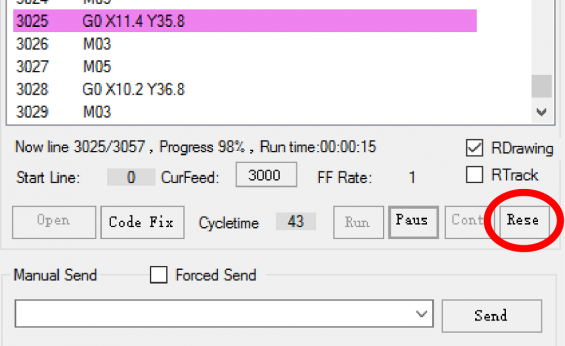
Чтобы остановить, необходимо нажать Rese. Первая особенность этой кнопки в том, что во время выполнения кода, даже остановив его, вы не сможете перемещать лазер не нажав Rese. Вторая особенность: мы не сможем загрузить другой Gcode не нажав её.
Удачные параметры для резки пятиватным лазером для фанеры разной толщины.
Обычная длиннофокусная линза с фокусным расстоянием 2–10 см:
- Толщина фанеры 2 мм со скоростью 3000 — 10 повторений.
- Толщина фанеры 3 мм со скоростью 8000 — 30 повторений.
- Толщина фанеры 4 мм со скоростью 500 — 10 повторений.
Короткофокусная линза G2 с фокусным расстоянием 5 мм:
- Толщина фанеры 2 мм со скоростью 3000 — 8 повторений.
- Толщина фанеры 3 мм со скоростью 1400 — 10 повторений.
- Толщина фанеры 4 мм со скоростью 500 — 10 повторений.
- Толщина фанеры 5 мм со скоростью 550 — 20 повторений.
Фото получившихся фигурок:

Примеры неудачных экспериментов:

Параметры были такими:
- Кошка — скорость 700, проходов 5.
- Пингвин — скорость 1000, проходов 7.
- Череп — скорость 400, проходов 10.
Подробнее по телефону: 89162254302 или gf@EnduranceRobots.com
